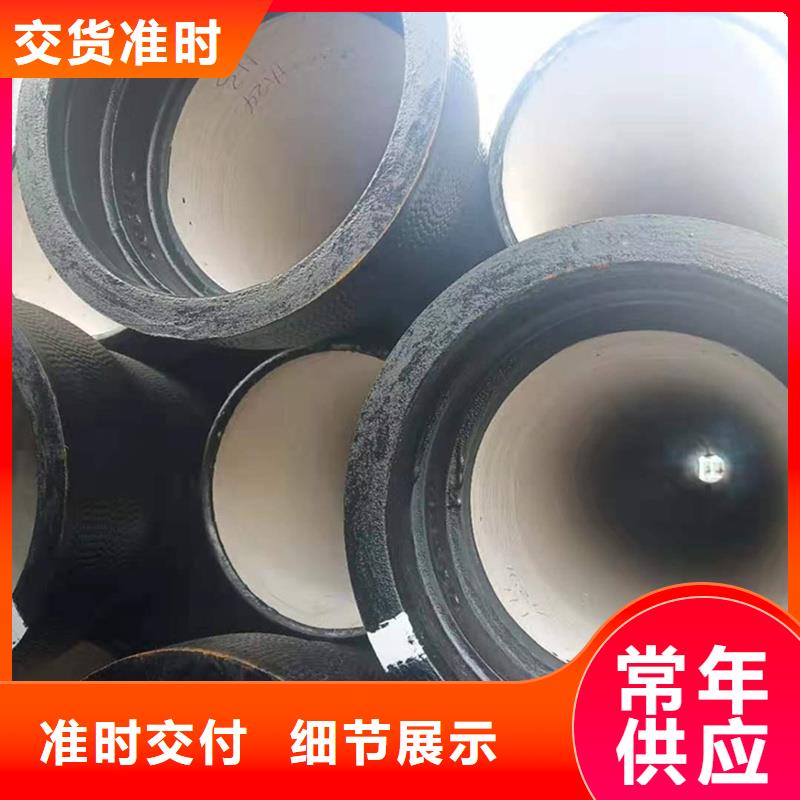
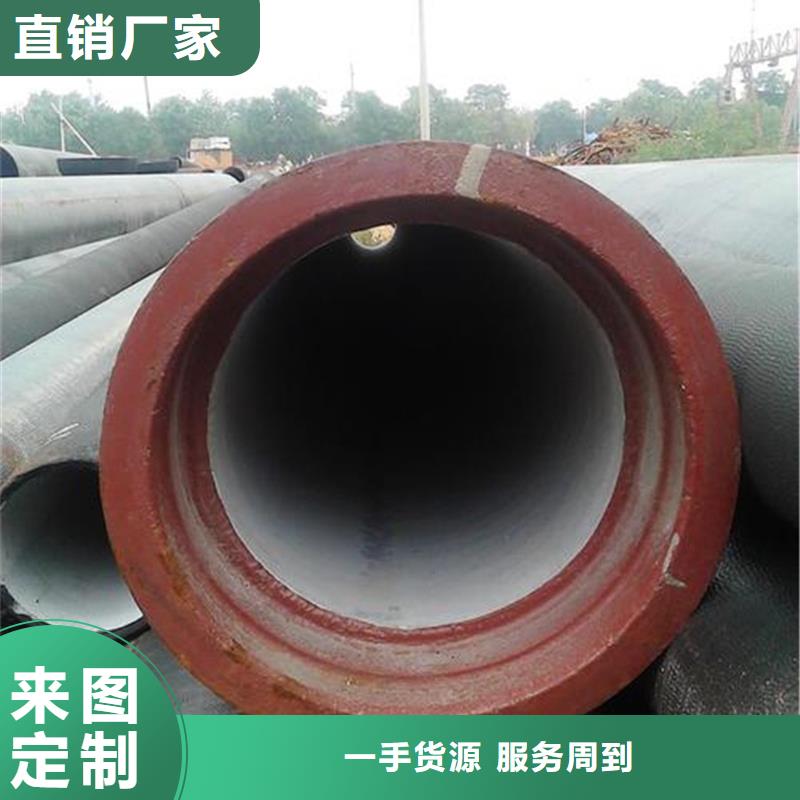
想一睹<芒市>【当地】球墨铸铁管薄壁钢管质量上乘产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你全方位感受<芒市>【当地】球墨铸铁管薄壁钢管质量上乘产品的独特之处!
以下是:<芒市>【当地】球墨铸铁管薄壁钢管质量上乘的图文介绍

聚力群达金属材料有限公司将秉承“企业成功 、员工幸福 、回报社会”企业使命,凭借品牌、技术、市场、服务等强大实力,恪守“艰苦奋斗、务实高效、合作共赢”核心价值观,全力打造一个 冷拉扁钢、行业竞争优势显著、企业特色鲜明、社会尊重、员工自豪的优质企业。


球墨铸铁管的12点技术要求:1.球墨管的磷含量的化学成分应不超过0.30%,硫含量不得超过0.10%。2.连续铸造铁管表面硬度应不超过HB210,金属和砂离心铸铁管的表面硬度应大于HB230。3.气密性试验介质压缩空气气密性试验压力不得小于0.3MPa的(3kgf/mm2f)。4.组织铸铁管应是灰口铸铁,结构紧凑,易于切割,钻孔。5.铸铁管内外表面的表面质量不允许有冷隔、芒市本地裂缝、芒市附近错位妨碍使用的明显缺点。6.减薄的各种局部缺陷,其深度不得超过(2+0.05 T)的毫米。7.轴承的密封面,除了符合上述要求的插孔,不得有连续的轴向沟槽和凹坑表面。8.插座法兰轮廓应该是明确的,允许不影响使用的小毛病。9.涂层管体表面应涂有沥青的质量或其他防腐材料。10.水的供应和使用铸铁管涂层应不溶于水。11.涂层外表面应清洁,无锈,铁片。12.涂层外表面应光滑,涂层应均匀,坚定的附着力,不发生异常。




但在型腔中水平安置砂芯,由于砂芯自重和受铁水浮力要引起挠度和弯曲,又会使铸管在整个长度上产生渣孔,气孔的缺陷,故铁管质量较低,只能用来铺设下水道。接下来有出现了立式砂型铸造法,采用垂直分型的专用砂箱,球墨铸铁管的铸造位置也是垂直,砂型经烘干后,处于直立的位置,内装直立的砂芯,铁水从铸型上部进入型内,苏联曾用此种工艺生产的铁管铺设需耐一定水压的上水管道。因为球墨铸铁管砂型铸造的铁管制作工艺比价复杂,并且生产的效率也比较低,工作的条件也差,产品的质量相对较低,因此在近些年来,球墨铸铁管的砂型铸造法慢慢被离心铸造法以及连续铸造法所代替掉。
铸铁管和球墨铸铁管的化学成分的标准是:球墨铸铁管的主要成分是碳、芒市同城硅、芒市本地锰、芒市当地硫、芒市磷以及镁..




 扫一扫
扫一扫