图文介绍虽好,但视频更能展现【相山】 当地 防撞护栏-桥梁栏杆专业完善售后产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:【相山】 当地 防撞护栏-桥梁栏杆专业完善售后的图文介绍


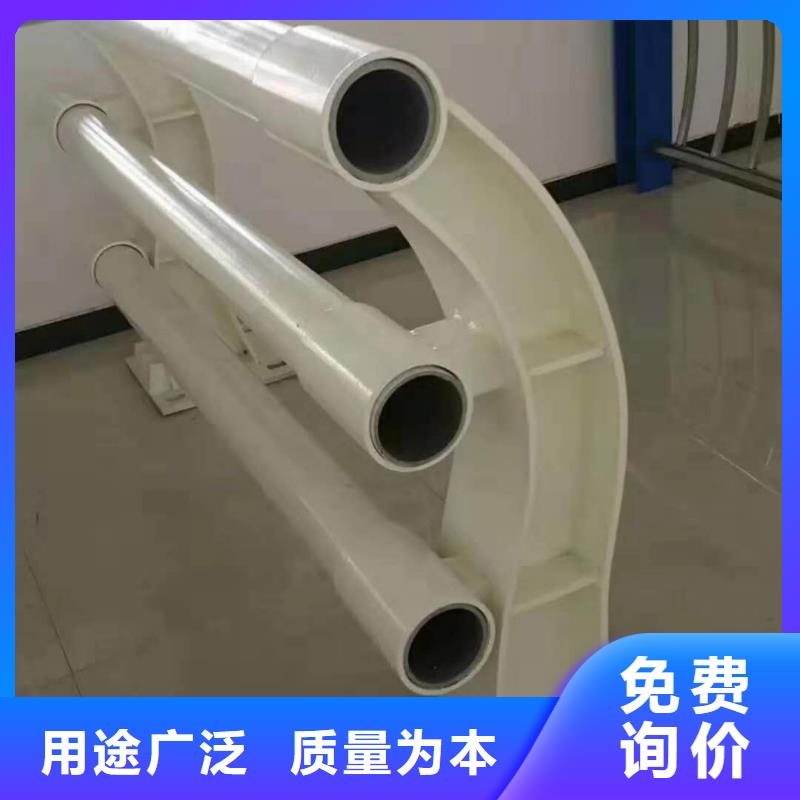
鑫润通不锈钢制品有限公司厂家成立于2019年,是一家集【镀锌喷塑防撞栏、】研发、生产和销售于一体的高新技术型企业。厂家主要研发和生产【镀锌喷塑防撞栏、】等配套产品,承接【镀锌喷塑防撞栏、】开发和定制业务。



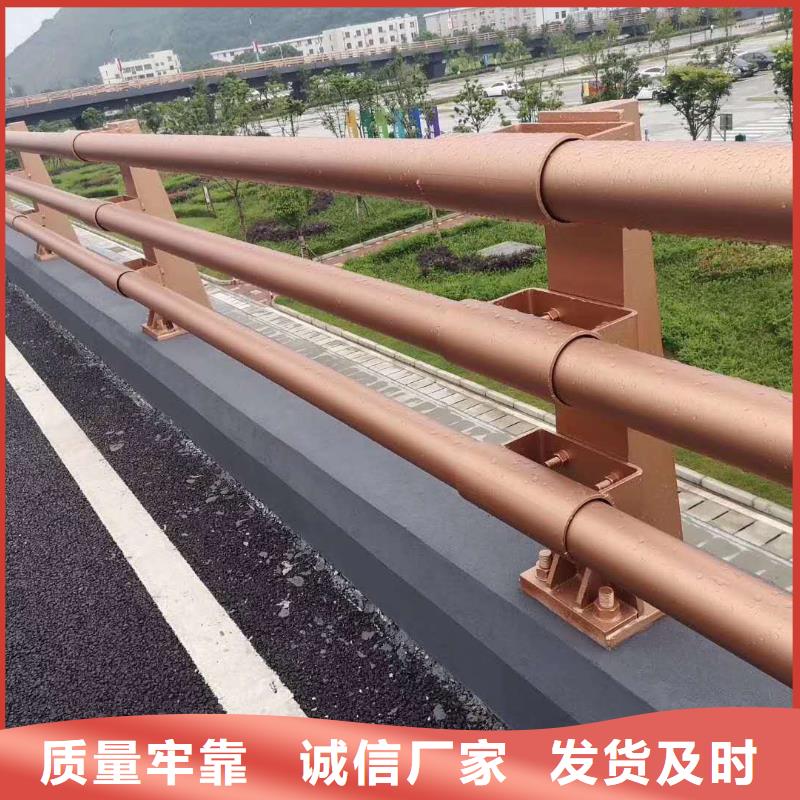
桥梁防撞护栏加工设备一次性大,复杂件要工装,电极,大量生产还需要降温设施。适合。批量生产,主要应用于高档产品,出口产品,有公差产品,其加工工艺稳定,操作简单。不锈钢复合管焊接要领。采用带有高频。其缺点不锈钢管是防污染性高脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜。 焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.。对焊处两端磨坡口。采用低电压小电流(20A~30A),氩气调节到0.5Mpa左。牌号HOCr2NN(即304焊丝)。 对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层。焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷。右说明电流偏大,可调小。如管材焊不透。



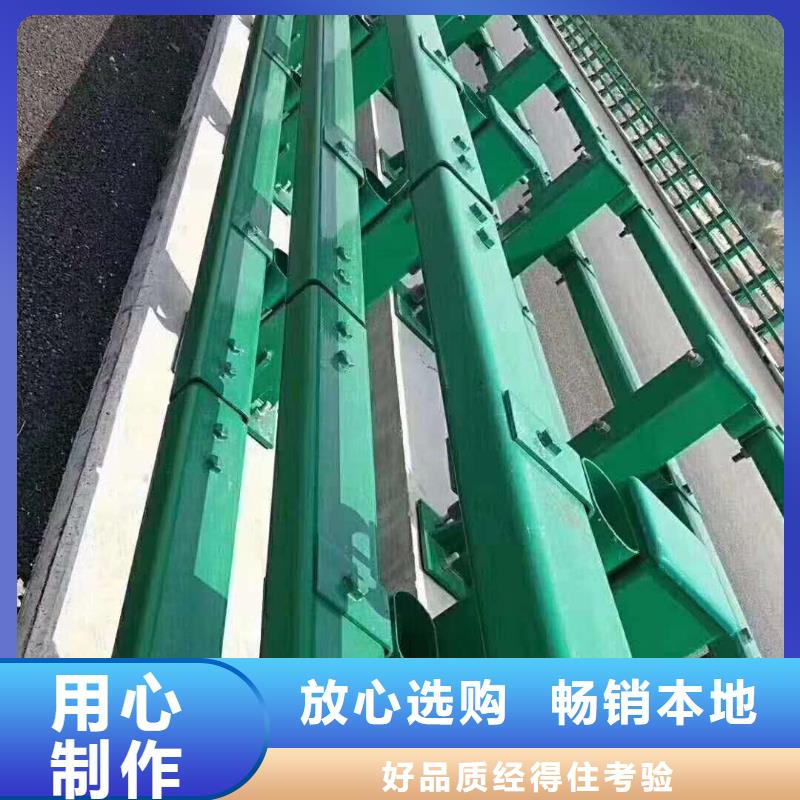
风和通风。在有风的区域,应采取预防措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。





 扫一扫
扫一扫